
序号 | 项 目 | 要 求 | 备注 |
1 | 清洁程度 | 千级无尘 | |
2 | 供电(V) | 3相 AC380V | |
3 | 气源压力 | 0.4~0.6Mpa | |
4 | 进出料形式 | 进料:整叠Tray进料 出料:整叠Tray料包出料 | |
5 | 作业方式 | 1.手臂吸取包装袋放入包装位 2.撑袋机构将包装袋袋口撑开 3.整叠tray盘进包装袋 4.抽真空口进抽真空(可选择不抽真空),热封包装袋口, 5.贴包装袋标签,包装袋出 | |
6 | 功能说明 | 1.自动扫描条码和自动打印贴标签功能,能够识别包条码(二维码或条形码) | |
2.打印机依包条码信息打印标签,贴合标签点位可调,更换耗材需方便。 | |||
3.包装袋为片状上料,包装袋料仓大小可调以适应不同规格的包装袋 | |||
7 | 尺寸规格 | L7430mm×W2500mm×H2500mm |
分类 | 项 目 | 要 求 | 备注 |
制 程 要 求 | 适用包装袋要求 | 尺寸(mm×mm):300×200-1000×800 | |
厚度(mm):0.1-0.2 | |||
适用Tray要求 | 尺寸(mm×mm):200×180-600×400 | ||
高度(mm):30-400 | |||
适用标签规格 | 尺寸(mm):70×88-100×150 | ||
打印机 | 品牌为斑马(工业级打印机) | ||
轨道要求 | 不锈钢或不锈钢包边(防止起尘或屑) | ||
Cycle Time | ≤42S/Tray | ||
失败率 | ≤1% | ||
机故率 | ≤0.3%(统计周期为一周) 机故率=机故时间/(机故时间+生产时间)×100% | ||
料号切换时间 | 新料号≤60min,旧料号≤30min (含生产OK首件,模组要考虑多次换线后安销孔扩大的问题) |
分类 | 项 目 | 要 求 | 备注 |
洁净度 | 清洁程度 | 千级无尘 | |
基本 规格 | 供电(V) | 3相 AC380V | |
气源压力 | 0.4~0.6Mpa | ||
制 程 能 力 | 进出料形式 | 进料:整叠Tray进料 出料:整叠Tray料包出料 | |
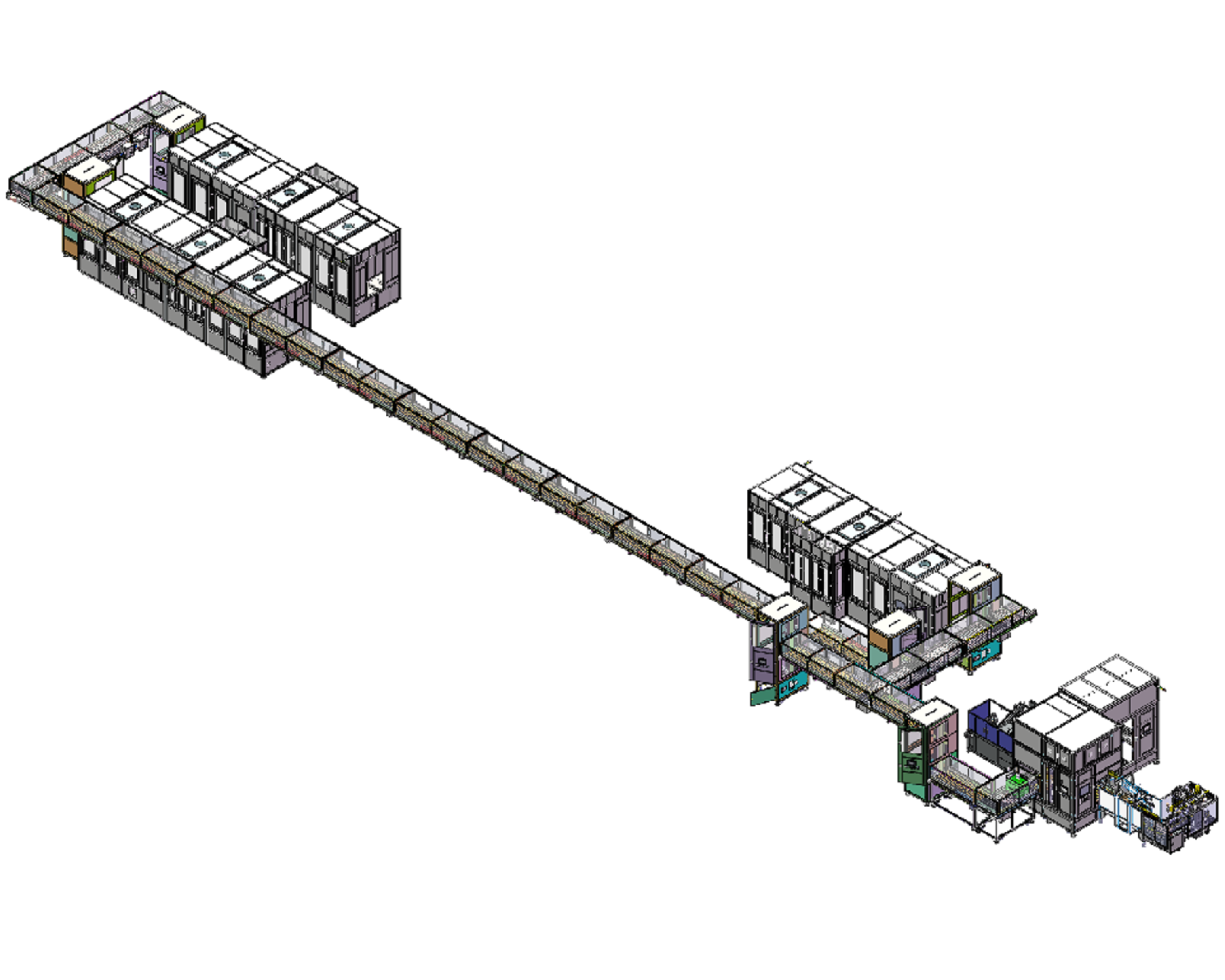
功能说明 | 1.具备通过轨道将料包运输到包装房的功能 2.轨道要分段控制,物流线体每段长度不得超过3米,每段轨道可单独控制,每段轨道之间通过信号线进行信号交互,每段信号串接需求标注SMESA 3.安全装置需联动,任一安全装置均可控制全部物流线 4.转角处机构要转角顺畅,不卡壳,机构不掉屑(更换皮带要方便),接触产品部件需要软材质 5.具备监控功能,操作屏幕可了解到整段物流线的运行情况,每包料所处的位置 6.料包在传输过程中不可造成破包漏气 7.轴保护套快换机构简单,方便清洁;如果是皮带,需有粉尘和油液收集器 8.具备警报上传功能(将报警内容上传至场内资讯系统) |
分类 | 项 目 | 要 求 | 备注 |
制 程 要 求 | 适用Tray要求 | 尺寸(mm×mm):200×180-600×400 | |
高度(mm):30-400 | |||
轨道宽度 | 800mm | ||
皮带速度 | ≥10m/min,可调 | ||
皮带要求 | 不允许掉屑和起毛刺 | ||
轨道材质 | 轨道挡边和轨道连接处平整顺滑,不允许有凸出机构(挡边要求软材质) | ||
物流线负载 | 单段物流线可负载大于60KG | ||
破包率 | ≤1% | ||
机故率 | ≤0.3%(统计周期为一周) 机故率=机故时间/(机故时间+生产时间)×100% | ||
报警率 | ≤0.5%(统计周期为一周) 报警率=报警数量/生产PNL数 |
分类 | 项 目 | 要 求 | 备注 |
洁净度 | 清洁程度 | 千级无尘 | |
基本 规格 | 供电(V) | 3相 AC380V | |
气源压力 | 0.4~0.6Mpa | ||
制 程 能 力 | 进出料形式 | 进料:整Tray料包进料 出料:整箱出料 | |
作业方式 | 1.纸箱进,纸箱开口,取泡棉放入纸箱 2.料包进,读取料包信息,标签机出标,贴合上标签 3.料包放入纸箱,纸箱出 4.标签机出外箱标签,贴合外箱标签 | ||
功能说明 | 1.轨道具备定位功能,机台具备自动贴标签功能,自动装箱功能 2.打印机打印出来的标签要通过CCD相机拍照进行确认 3.内外标签打印机分别为两台,内标签和外标签的尺寸大小可调整,且贴合位置也可调调整),耗材更换需方便 4.进料口工位具备扫描识别箱条码功能 5.轨道上的料包与料包之间间隔不小于150mm 6.轨道缓冲段可暂存5包料包,前包进料,后包自动补上 7.轨道运输全程有信息交互功能,可自动接收和传输信号 8.同一时间段不允许混尺寸进料,换料号时需调整夹爪,时间≤5min 9.所有接触铝箔袋部件需求软材质 10.机台操作面位于机台右侧(人员面向流向右手边) |
分类 | 项 目 | 要 求 | 备注 |
制 程 要 求 | 适应纸箱要求 | 尺寸(mm×mm):280×130-620×550 | |
高度(mm×mm):30-600 | |||
适应泡棉要求 | 尺寸(mm×mm):280×130-1200×600 | ||
厚度(mm×mm):5-30 | |||
适应料包要求 | 尺寸(mm×mm):200×180-600×400 | ||
高度(mm):30-400 | |||
重量(千克):2-20 | |||
工作高度 | 620mm(±30mm) | ||
轨道要求 | 轨道挡边和轨道连接处平整顺滑,不允许有凸出机构,挡边要求软材质 | ||
打印机 | 品牌为斑马(工业级打印机) | ||
标签大小 | 根据实际生产需求变化 | ||
皮带要求 | 不允许掉屑和起毛刺,符合抗静电要求(电阻:10^6~10^9Ω,摩擦电压<100V) | ||
轨道宽度 | 800mm | ||
破包率 | ≤1% | ||
Cycle Time | ≤38S/包 | ||
机故率 | ≤0.3%(统计周期为一周) 机故率=机故时间/(机故时间+生产时间)×100% | ||
报警率 | ≤0.5%(统计周期为一周) 报警率=报警数量/生产PNL数 | ||
料号切换时间 | 新料号≤60min,旧料号≤30min (含生产OK首件,模组要考虑多次换线后安销孔扩大的问题) |

 简体中文
简体中文 English
English